


In this blog we’ll look at a recently machined Titanium Tube with a thin wall thickness. Titanium and its alloys are being increasingly used in aerospace and biomedical applications due to it’s unique range of properties. However, machining titanium also presents unique challenges for precision engineers but why is machining titanium is so difficult?
Titanium is taking off
While aluminum and aluminum alloys were previously the preferred materials of the aerospace industry, newer aircraft designs are increasingly making use of titanium and titanium alloys. These materials are also used in the biomedical industry. The reasons for their popularity include light weight, high strength, excellent fatigue performance and high resistance to harsh environments, remaining free of rust and degeneration.
Titanium Machining Difficulties
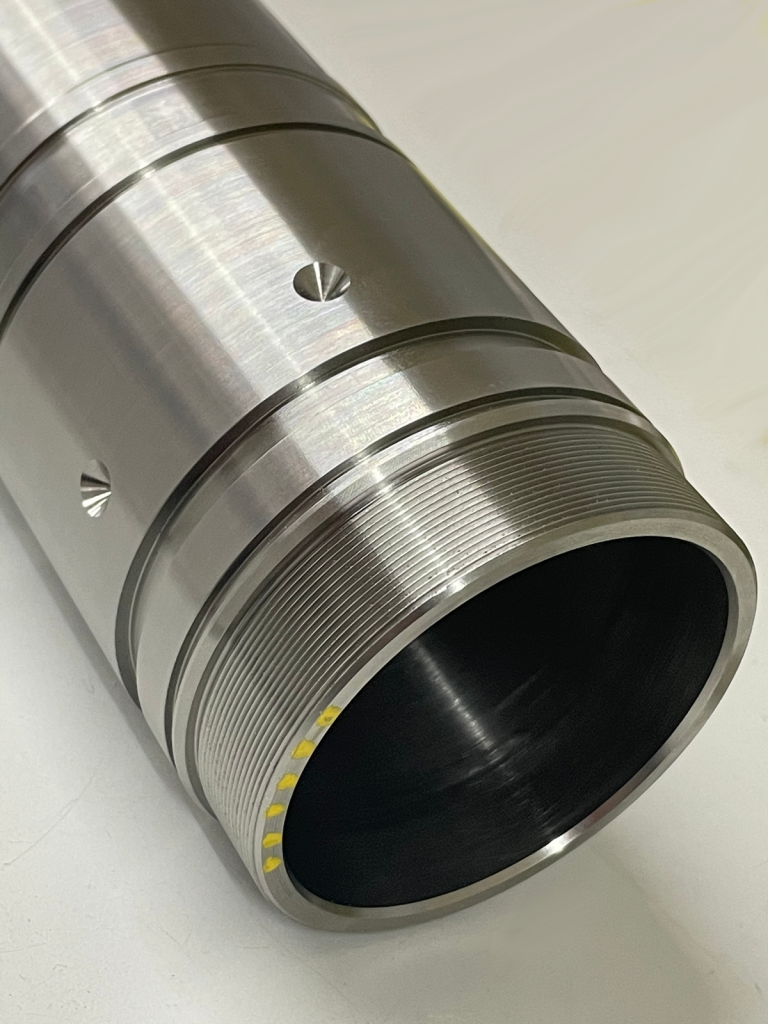
The very properties that make titanium such a beneficial and high-performance metal are also the properties that can make it difficult to machine. Titanium alloys have a low Young’s modulus, which causes spring back and chatter during machining. This can create poor surface quality in the finished product. As you can see from the images below our precision engineers delivered an excellent surface finish on this Titanium Tube.


By carefully examining the unique properties of titanium and adjusting machining appropriately, you can get the best results for your tool life and your finished product.
Overcoming Titanium Machining Difficulties
Titanium can be more flexible than regular steels therefore a secure grip and rigid machine set up can help with keeping the Titanium stable during machining.
Heat generation must be considered when selecting speeds and feeds. Choosing a lower RPM, paired with a larger chipload, can provide a significant reduction in temperature when compared to higher speed options. Using high-pressure coolant is also an effective method to reduce heat generation when machining titanium.
Titanium has a strong tendency to adhere to a cutting tool, creating built up edge. This is a tricky issue which can be reduced by using high pressure coolant aimed directly at the cutting surface. The goal is to remove chips as soon as possible to prevent chip re-cutting, and keep the flutes clean and clear of debris.
Secure work holding, heat management and appropriate chip evacuation, when paired with the correct tooling, will enable a successful run. Titanium costs about three to five times more than tool steel therefore machinists should also try to avoid waste.
Thin-walled Titanium Tube
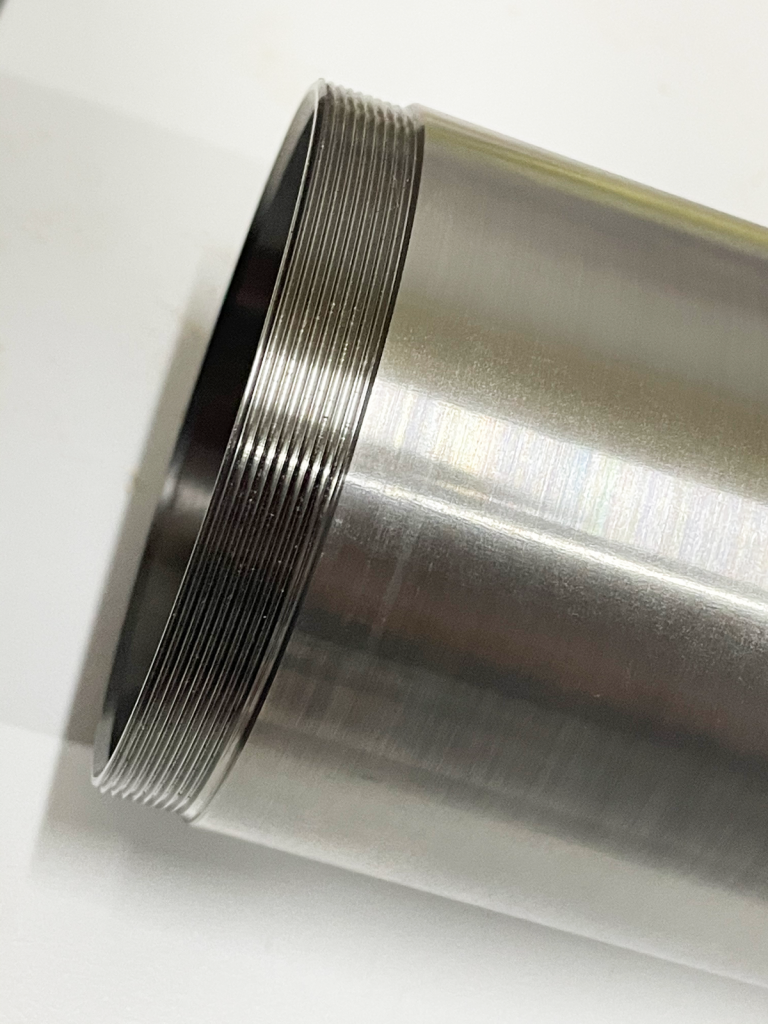

Bronte Precision not only had the challenge of machining titanium but also had the added difficulty of the required thin wall thickness. As specialists in large and complex machining Bronte Precision have worked with many exotic materials and difficult to machine parts before. Take a look at the finished product, we think you’ll agree our machinists have done a fantastic job.
If you’d like a Titanium Machining quotation or anything else including: CNC Turning, CNC Milling, Grinding or Gear Cutting – Contact us here